




Lubes em Foco Magazine – issue 97
Click on the magazine and read, download, or share the articles:
 Introduction
Introduction
Varnish formation in lubricated systems has become one of the main technical challenges in modern industrial equipment. Gear reducers, hydraulic systems, compressors, turbines, and other critical assets currently operate under increasingly severe conditions, characterized by high temperatures, elevated specific loads, low oil volumes, and long periods of continuous operation.
This scenario promotes the chemical degradation of the lubricant and the generation of polar by-products, which tend to appear as deposits known as varnish.
Unlike conventional solid contamination, varnish exhibits an insidious behavior. Deposits progressively form on internal surfaces, interfere with micrometric clearances, impair proportional valves and servo valves, and are often only detected when the impacts on equipment reliability and availability have already become significant. In this context, reactive or generic approaches prove insufficient and, in some cases, technically inadequate.
Effective varnish removal requires a holistic approach — and the work derived from this understanding involves accurate diagnostics, structured field engineering, well-defined protocols, and technically qualified professionals.
Diagnosis: identification, quantification, and operational impact prognosis
The first pillar of any varnish treatment strategy is reliable technical diagnosis. For this purpose, the role of a structured technology center is essential, with laboratory infrastructure and a qualified technical team capable of carrying out specific tests aimed at identifying, quantifying, and interpreting the varnish phenomenon. The study presented in this article was supported and monitored by the ICONIC Lubricants Technology Center.
Among the methods employed, Membrane Patch Colorimetry (MPC) stands out. This test evaluates the presence of insoluble contaminants and polar by-products dissolved in the oil through sample filtration onto a membrane, followed by colorimetric analysis of the resulting patch. The intensity of the coloration is associated with the tendency or effective presence of varnish in the system and is widely used as a trending and relative comparison tool between samples over time.
In addition to isolated analysis, laboratory results are correlated with operating conditions, equipment history, and asset criticality. This integration makes it possible to establish a prognosis of the impact of varnish on operations, including reliability risks, efficiency losses, and an increased probability of unplanned failures. This prognosis is essential to technically justify any intervention.
 Field engineering: physical validation and baseline establishment
Field engineering: physical validation and baseline establishment
Once the diagnosis has been defined, field engineering assumes a central role in validating the problem and monitoring the process. One of the tools used at this stage is boroscopy, an internal visual inspection technique that allows the evaluation of components and internal surfaces without the need for disassembly.
- direct visualization of deposits, lacquer, and varnish;
- image recording for comparison between “before” and “after” conditions;
- physical validation of the information obtained through laboratory analyses.
This inspection establishes a visual baseline that complements the chemical diagnosis, reduces uncertainties, and increases the robustness of the decision-making process.
Technology application and monitoring protocol
Only after technical diagnosis and field validation does the process move forward to the varnish removal stage. The application of the removal technology — such as commercial chemical varnish removal technologies like VARTECH™ — is carried out according to a specific protocol developed by the technology center, taking into consideration the characteristics of the equipment, the lubricant, and the severity of the problem.
This protocol defines clear application criteria, analytical monitoring frequency, technical operating limits of the technology, and system stabilization indicators. Throughout the entire process, machine behavior is continuously monitored from both operational and analytical perspectives until the technical varnish removal limit is reached.
Once this limit is achieved, the oil charge is replaced, concluding the treatment cycle and establishing a new operational baseline. This stage marks the transition of the equipment from a degraded condition to a healthy operational condition.
Case study (successful case): Liebherr LHM 400 port crane
The described approach was applied in a real case involving a large Liebherr LHM 400 port crane installed in a highly critical port operation (VLI, Tubarão Port, Vitória-ES, Brazil).
This is a critical asset for port operations. Equipment downtime directly compromises the handling of fertilizers, grains, and other bulk solids, impacting docking windows, berth productivity, and associated logistics costs.
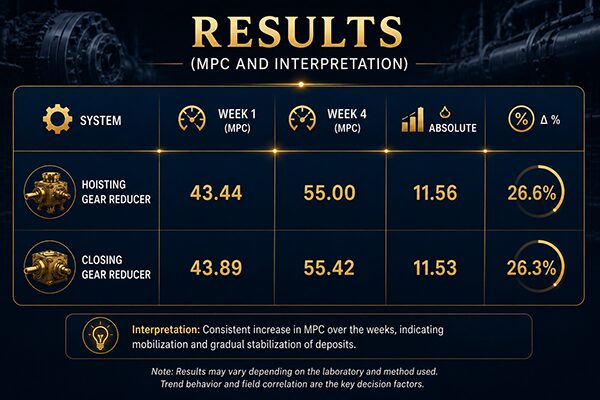
The varnish removal technology was applied to two systems of the equipment: the Hoisting Gear Reducer (load lifting) and the Closing Gear Reducer (opening/closing/grabbing). Laboratory diagnosis combined with boroscopic inspection confirmed the need for technical intervention. The application followed the protocol defined by the technology center, with continuous analytical monitoring and decisions based on technical limits.
The controlled MPC increase between Week 1 and Week 4 indicates mobilization/solubilization of deposits previously adhered to surfaces, which is an expected effect during chemical action (Table 1). The stabilization of the trend around Week 4 (both systems converging to approximately ~55) suggests that the treatment reached the operational removal ceiling for that cycle using the in-service oil. Once this ceiling was reached, the cycle completion criteria were met and the oil replacement was planned/executed according to protocol, establishing a healthy operational baseline for the equipment.
Technical note: In varnish treatments, the absolute MPC value may vary between laboratories and methods; however, trend behavior (increase + stabilization) and correlation with field evidence (boroscopy, valve performance, and operational stability) are the key decision-making elements.
Applicability of the protocol to other critical equipment

Although the case study is associated with port equipment, the adopted protocol is applicable to other systems operating under similar conditions, such as: large compressors; turbo-generators (sugar-energy and power generation sectors); industrial hydraulic systems (extruders, injection molding machines, presses, and forming equipment); critical industrial gear reducers; high-precision hydraulic control systems; steam and gas turbines; and oil circulation systems in chemical and petrochemical plants. The common element among all these assets is the combination of operational severity, system sensitivity, and the high cost associated with downtime.
Economic considerations: a simplified view of the impact of downtime
From an economic perspective, failures associated with varnish formation rarely result in short shutdowns. In critical assets, these failures tend to be abrupt and complex, requiring emergency corrective maintenance and prolonged operational interruptions. For this reason, daily-based analysis is more representative of the actual impact.
In port operations, the unavailability of a critical crane for 24 hours may represent losses ranging from hundreds of thousands to millions of reais, considering vessel waiting time, productivity losses, logistics rescheduling, and cascading effects on other transportation modes. Similarly, in industrial turbo-generators, one day of downtime implies loss of power generation, the need to purchase energy, or interruption of integrated production processes, often exceeding the annual cost of structured mitigation strategies.
These examples illustrate that investing in preventive actions and controlled varnish removal, combined with the use of high-performance lubricants and well-defined protocols, is both a technically and economically rational decision. In virtually all scenarios, acting in a planned manner is safer and more intelligent than reacting to catastrophic failures.
Conclusion
Varnish removal in lubricated systems should not be treated as an isolated action or as the mere application of a technology. It is a structured technical process supported by reliable diagnostics, professional expertise, field engineering, and controlled execution. This approach enables safe intervention in highly critical assets, reducing operational risks, increasing predictability, and protecting operational continuity. From a reliability engineering perspective, varnish management is part of the asset management strategy, directly contributing to operational risk reduction and the sustainability of industrial processes.




















{kind=link}