




Lubes em Foco Magazine – issue 93
Click on the magazine and read, download, or share the articles:
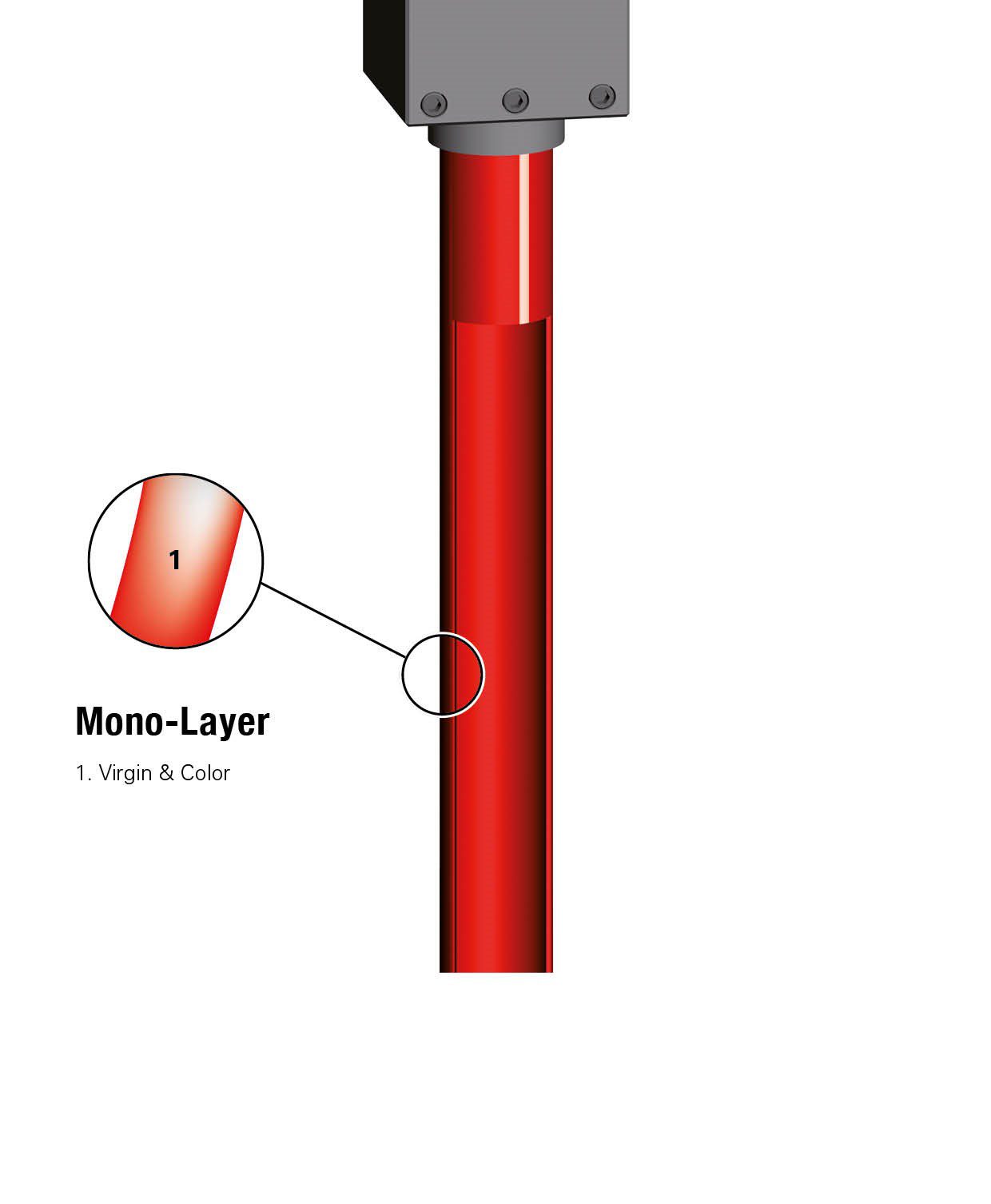
Single-layer extrusion blow molding
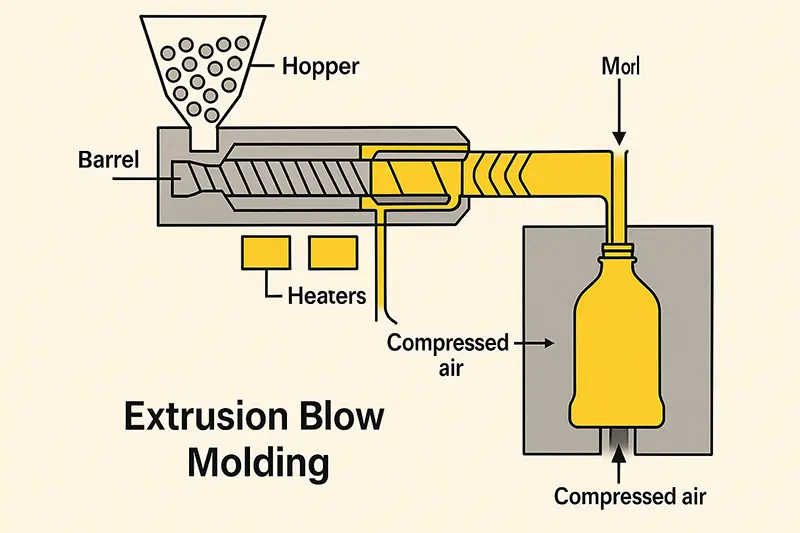
It is a widely used production process for manufacturing hollow plastic products, such as bottles, containers, and tanks. The method begins with the extrusion of a heated plastic tube, known as the parison, which is then trapped inside a mold shaped like the desired product. Once the mold is closed, compressed air is injected into the parison, inflating it to conform to the mold’s design. This technique is cost-effective, efficient, and well-suited for producing large volumes of plastic products with consistent quality. Below are some of the most important considerations related to single-layer extrusion blow molding.
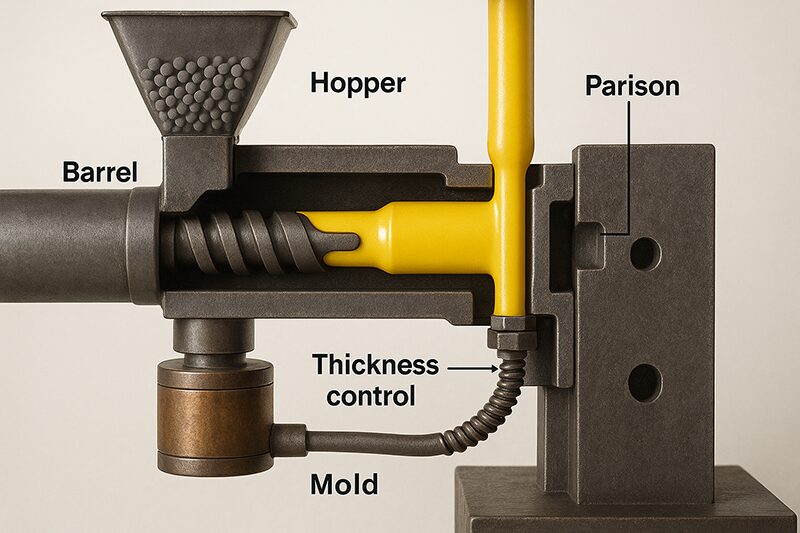
Plastic extruder – This is the stage where the material is heated in a controlled manner until it reaches the resin’s melting temperature, using a heat generation method produced by friction and compression rate. This process enables the granules to gradually melt as they are pushed forward by the extruder screw, minimizing overheating risks that could degrade the polymer.
Key considerations – The selection of the appropriate screw thread profile for each resin type and the screw’s length-to-diameter ratio (L/D) are fundamental for efficient production.
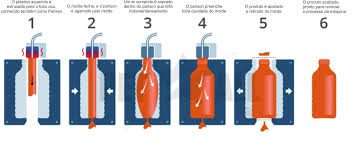
 Extrusion of the parison – The process begins with the extrusion of a hollow molten plastic tube called the parison, formed by feeding plastic resin into an extruder, where it is heated and melted. The extruder forces the molten plastic through a die. The parison is then dropped vertically into the open mold.
Extrusion of the parison – The process begins with the extrusion of a hollow molten plastic tube called the parison, formed by feeding plastic resin into an extruder, where it is heated and melted. The extruder forces the molten plastic through a die. The parison is then dropped vertically into the open mold.
Primary requirements – The parison’s thickness and uniformity are critical, as they strongly impact the consistency and strength of the final product.
Parison capture and mold closure – Once the parison reaches the required length, it is captured by both halves of a water-cooled mold. The mold is designed to match the shape of the product. It closes around the parison, compressing the upper and lower surfaces to seal the ends. This phase ensures that the parison is correctly positioned for the next step.
Key considerations – The mold design and the efficiency of cooling channels are vital for ensuring product quality and reducing cycle times.
Compressed air inflation – After the mold is closed, compressed air is inserted into the parison through a needle or a blow pin, typically positioned at the neck or top of the container. The air pressure stretches the parison, forcing it to expand and adapt to the mold’s interior shape, similar to inflating a balloon.
 Critical considerations – Air pressure and timing must be meticulously monitored to ensure uniform material distribution and prevent defects like weak bottom seams or insufficient thickness.
Critical considerations – Air pressure and timing must be meticulously monitored to ensure uniform material distribution and prevent defects like weak bottom seams or insufficient thickness.
Cooling and solidification – After the parison has fully expanded, when it touches the mold walls, the cooling and solidification process begins inside the mold. The mold is chilled with treated cold water to accelerate this process, ensuring the final shape of the product. Heat exchange duration is a critical factor in the total cycle time. Efficient heat removal shortens production time and increases output.
Essential consideration – Proper cooling reduces product deformation or warping.
Mold opening and part ejection – Once the plastic resin has adequately cooled and solidified, the mold opens, and the finished product is extracted. Excess plastic, known as flash, is trimmed from the part, particularly at the bottom and neck areas.
Key considerations – Ejection mechanisms must be designed to prevent product damage, and flash removal must be precise to ensure a clean final appearance.
Recycling and waste management – Excess material, such as bottom and neck flash, should be reused in the extrusion process. This reduces waste and lowers material costs. Recycling equipment must be integrated into the production line to ensure efficient material reuse.
Essential considerations – Proper material handling and recycling methods are fundamental to ensuring product quality and environmental sustainability.
Advantages of single-layer extrusion blow molding:
- Suitable for manufacturing complex shapes in large containers.
- Allows for the use of a wide range of thermoplastic materials, such as HDPE, LDPE, PP, PET, etc.
- Cost-effective process for high-volume production.
- Produces durable products with planned wall thickness.
Challenges and limitations:
1. Limited control over wall thickness in certain regions of the product.
2. Not suitable for manufacturing small, complex-shaped parts.
3. Requires specialized labor.
4. Careful maintenance of equipment and molds is necessary to minimize defects and downtime.
Conclusion – Single-layer extrusion blow molding is an efficient and versatile process for producing hollow plastic objects. By understanding the key considerations and steps, manufacturers can optimize the method to create high-quality, cost-effective products tailored to specific applications.




















{kind=link}