




Revista Lubes em Foco edição 93
Clique na revista e leia, baixe ou compartilhe os artigos:
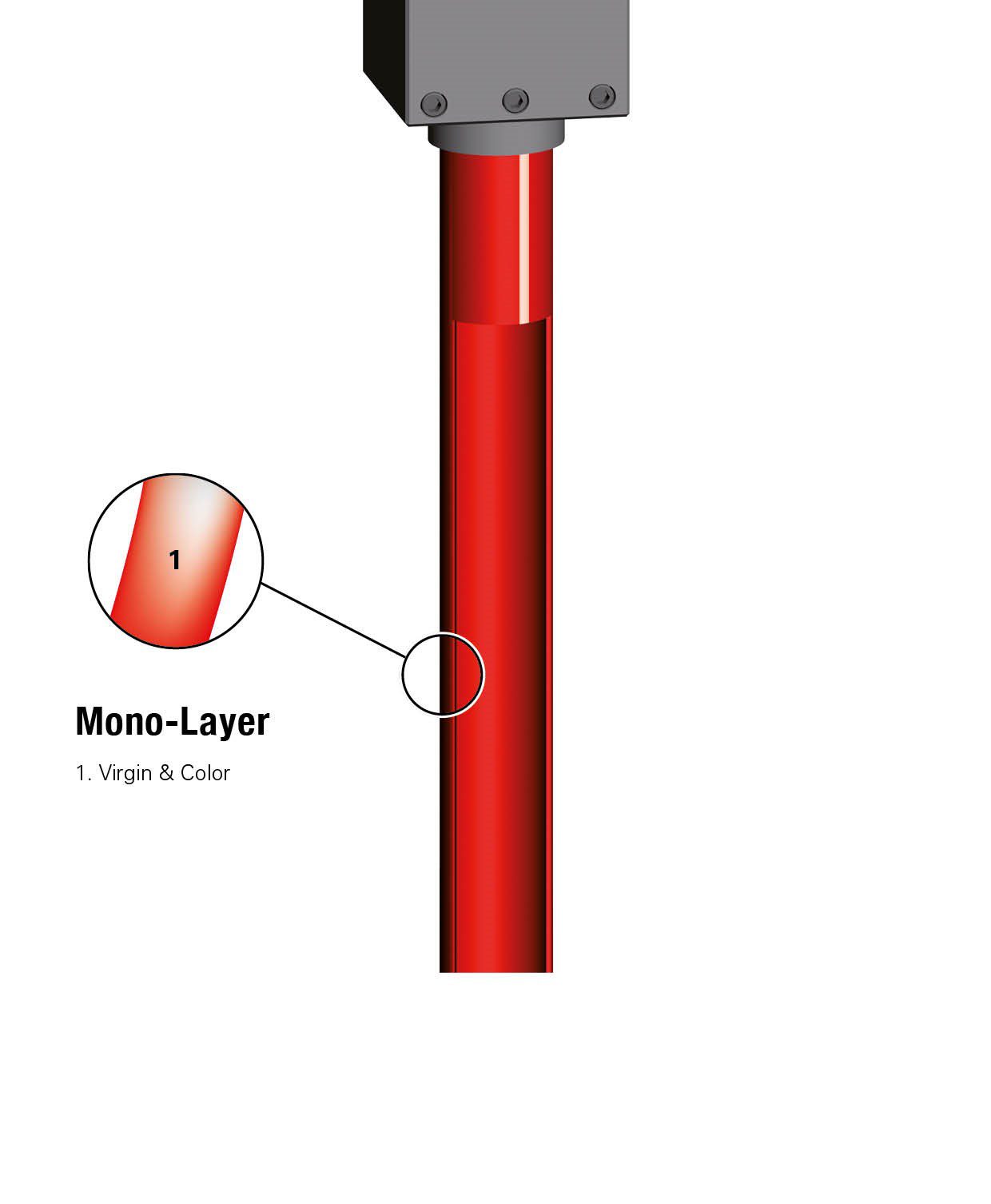
Moldagem por extrusão sopro monocamada
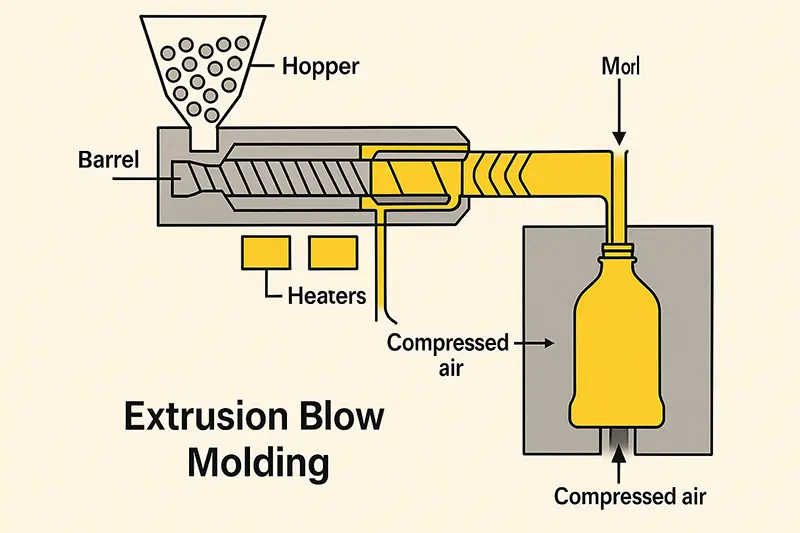
É um processo de produção amplamente usado para fabricar produtos de plástico ocos, tais como – garrafas / recipientes / tanques. O método se inicia com a extrusão de um tubo de plástico aquecido, de nome pa-rison, que é depois aprisionado em um molde com o formato do produto. Uma vez fechado o molde, é injetado ar comprimido no parison, insu-flando-o para que se ajuste ao design da matriz. A técnica é econômica, eficiente e adequado para fabricar elevados volumes de produtos de plástico com uma inequívoca qualidade. Em seguida, são apresentadas algumas das mais importantes considerações vinculadas a moldagem por extrusão sopro monocamada.
 Extrusora de plástico – é a etapa onde o material é aquecido de forma controlada até a temperatura de fusão da resina através de um método de ganho de calor produzido pelo atrito e pela taxa de compressão. Es-se processo viabiliza que os grânulos derretam gradualmente conforme são empurrados pela rosca da extrusora, reduzindo o risco de supera-quecimento, aspecto que poderia degradar o polímero.
Extrusora de plástico – é a etapa onde o material é aquecido de forma controlada até a temperatura de fusão da resina através de um método de ganho de calor produzido pelo atrito e pela taxa de compressão. Es-se processo viabiliza que os grânulos derretam gradualmente conforme são empurrados pela rosca da extrusora, reduzindo o risco de supera-quecimento, aspecto que poderia degradar o polímero.
Considerações centrais – a escolha do perfil de filete de rosca ade-quado a cada tipo de resina e a relação comprimento / diâmetro da rosca (L/D) são aspectos fundamentais para uma produção eficiente.
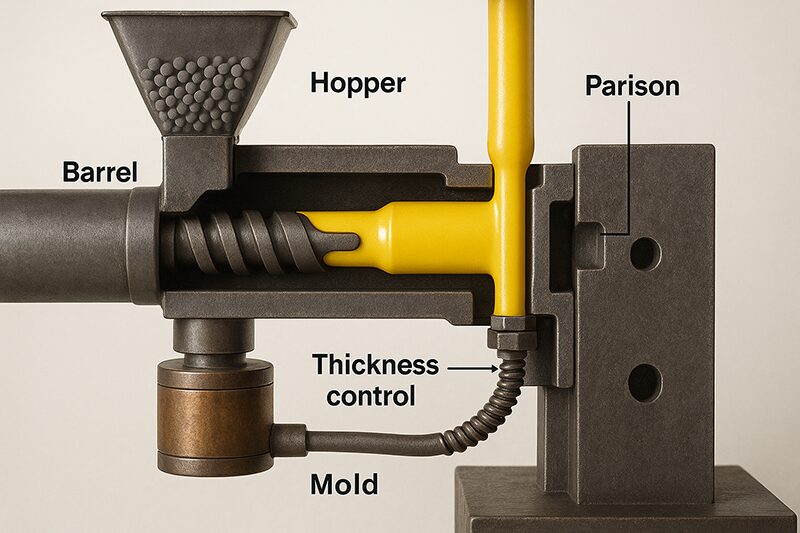
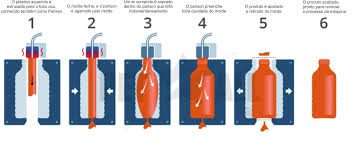
 Extrusão do parison – o método se inicia com a extrusão de um tubo oco de plástico fundido, chamado parison, obtido através da alimenta-ção de resina plástica numa extrusora, onde ela é aquecida e derretida. A extrusora força o plástico derretido através de um cabeçote. O parison é então lançado verticalmente no molde aberto.
Extrusão do parison – o método se inicia com a extrusão de um tubo oco de plástico fundido, chamado parison, obtido através da alimenta-ção de resina plástica numa extrusora, onde ela é aquecida e derretida. A extrusora força o plástico derretido através de um cabeçote. O parison é então lançado verticalmente no molde aberto.
Requisitos primordiais – a espessura e a uniformidade do parison são fundamentais, em função de impactar vigorosamente na consistência e na resistência do produto.
Captura do parison e trancamento do molde – a partir do momento que parison alcança o comprimento requerido, ele é capturado pelas duas metades de um molde arrefecido a água. A matriz é projetada para atender à forma do produto. O molde se cerra em volta do parison, comprimindo as superfícies inferior e superior para fechar as extremida-des. Esta fase assegura que o parison está posicionado adequadamente no lugar para a etapa seguinte.
Considerações principais – o projeto do molde e a eficiência dos canais de refrigeração são primordiais para estabelecer a qualidade do produto e promover a redução dos tempos de ciclo.
Insuflação de ar comprimido – após o molde fechar, é inserido ar com-primido no parison por meio de uma agulha ou de um pino de sopro, ge-ralmente posicionado no gargalo ou no topo do recipiente. A pressão do ar estende o parison, forçando-o a expandir-se e a adaptar-se à forma interior do molde. Esta etapa é parecida ao ato de encher um balão.
Considerações fundamentais – a pressão do ar e o tempo precisam ser minuciosamente monitorados para assegurar uma distribuição uniforme do material e reduzir defeitos como costuras de fundo frágeis ou espes-suras abaixo do especificado.
Arrefecimento e solidificação – após a expansão total do parison, ele ao tocar na parede do molde dá início ao arrefecimento e a solidificação dentro do molde. A matriz refrigerada a água gelada e tratada abrevia este processo, garantindo a forma do produto. O período de troca de ca-lor é um aspecto fundamental no tempo total do ciclo do processo. Uma retirada de calor eficiente abrevia o tempo de produção e incrementa o rendimento.
Consideração essencial – uma refrigeração adequada reduz a defor-mação ou o empeno do produto.
Abertura do molde e ejeção da peça – após a resina plástica ser arre-fecida e solidificada adequadamente, o molde abre-se e o produto aca-bado é extraído. O excesso de plástico, conhecido como rebarba, é reti-rado da peça, nas áreas de fundo e de gargalo.
Considerações imprescindíveis – os mecanismos de ejeção têm de ser projetados para evitar danos ao produto e a remoção das rebarbas deve ser precisa para garantir um acabamento adequado.
Reciclagem e gestão de resíduos – o excedente de material, tal como rebarbas de fundo e de gargalo, deve ser reutilizado novamente no pro-cesso de extrusão. Isto diminui o desperdício e reduz os custos de ma-terial. Os equipamentos de reciclagem devem ser integrados na linha de produção para assegurar uma reutilização eficiente do material.
Considerações indispensáveis – o manuseamento acertado do mate-rial e os métodos de reciclagem são fundamentais para garantir a quali-dade do produto e a sustentabilidade do meio ambiente.
Vantagens da moldagem extrusão sopro monocamada:
- Acertado para fabricar formas complexas de grandes contentores;
- Permissão para o uso de um amplo conjunto de materiais termoplás-ticos, tais como – PEAD / PEBD / PP / PET / etc.;
- Processo econômico para a produção de quantidades elevadas;
- Produção de produtos duráveis e com espessura de parede planeja-do.
Desafios e limitações:
1) Controle limitado da espessura da parede em certas regiões do pro-duto;
2) Não é adequado para a fabricação de peças pequenas de formato complexo;
3) Necessidade de mão de obra especializada;
4) Requerimento de uma execução de manutenção cuidadosa dos equipamentos e dos moldes para reduzir defeitos e paradas de produ-ção.
Conclusão – a moldagem por extrusão sopro monocamada é um pro-cesso eficiente e versátil para a produção de objetos plásticos ocos. Ao entender as mais importantes considerações e passos, os fabricantes podem otimizar o método para elaborar produtos de alta qualidade e rentáveis, ajustados as aplicações específicas.















{kind=link}