




Lubes em Foco Magazine – issue 93
Click on the magazine and read, download, or share the articles:
Introduction
In previous articles, the following topics were covered:
- The importance of lubricant monitoring as a predictive and preventive maintenance tool (Lubes em Foco Magazine – Issue 88 – Lubes em Foco (portallubes.com.br)),
- Good practices in sample collection (Lubes em Foco Magazine – Issue 89 – Lubes em Foco (portallubes.com.br))
- Selection of analyses for monitoring
- Kinematic viscosity, IA, and IB – Lubes em Foco Magazine issue 90 – Lubes em Foco (portallubes.com.br)
- water content and element content – Lubes em Foco Magazine issue 91 – Lubes em Foco (portallubes.com.br)
- FTIR y evaluación de la contaminación – Revista Lubes em Foco número 92
In this last article of the series, the main topic is the definition of alert limits.
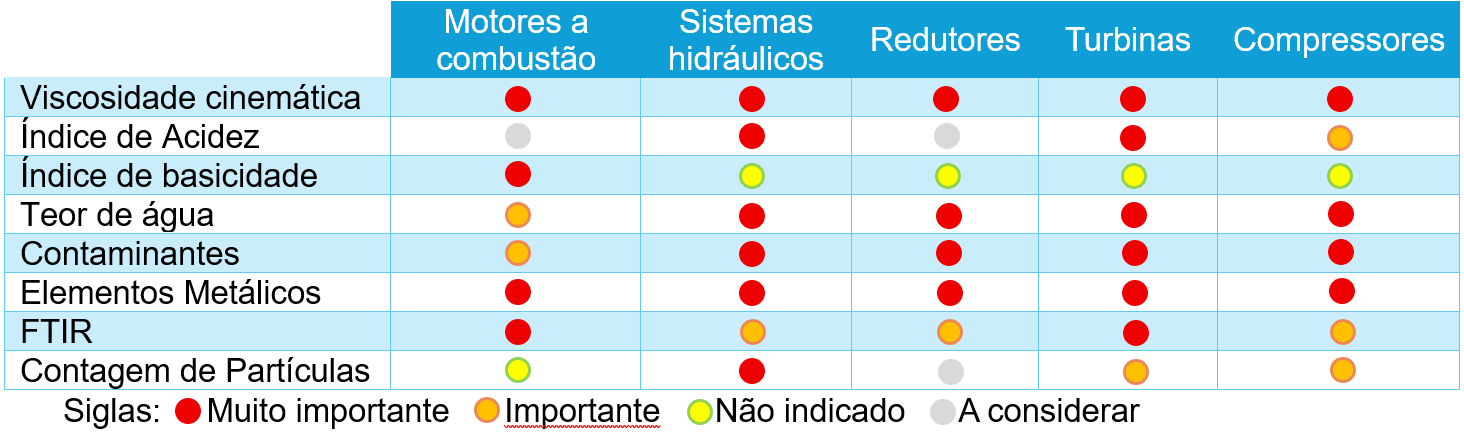
The main properties used in the evaluation of lubricants during their use were described in the previous articles. The selection of tests varies according to the application. Table 1 presents an initial suggestion for some applications.
 After the start of monitoring, it is essential to analyze the results received from the laboratory to evaluate trends and decide on early maintenance actions, preventing damage to the equipment.
After the start of monitoring, it is essential to analyze the results received from the laboratory to evaluate trends and decide on early maintenance actions, preventing damage to the equipment.
Some equipment manufacturers indicate alert limits and even sampling frequency and properties to be monitored in the lubricant. In these cases, these indications must be respected.
When this information is not available, the analysis results allow these limits to be defined. In general, it is more advisable to do this process, because the same equipment in different locations and applications presents different operating severity and this greatly affects these alert limits.
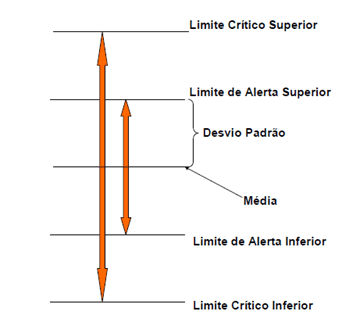
With 5 evaluation results, if possible from the same load, it is possible to calculate the average and standard deviation for each test and define the alert limits, as shown in Figure 1. Some properties only require one limit, such as maximum limits for water content, metal content, particle count, acidity index (AI) and FTIR (oxidation, nitration and sulfation) and minimum limit for basicity index (BI).
 A good practice is to collect samples more frequently at the beginning of monitoring to define these limits. The impact of this greater number of collections on the lubricating oil level should be verified before doing so.
A good practice is to collect samples more frequently at the beginning of monitoring to define these limits. The impact of this greater number of collections on the lubricating oil level should be verified before doing so.
It is important to define the actions that should be taken when the alert limits are reached so that critical limits are avoided. For example: if the kinematic viscosity reaches the upper alert limit, the level of lubricant degradation should be checked (AI and FTIR oxidation can help), the time of use of the load, contamination through level replacement with more viscous oil and whether there was an increase in operating temperature (promotes oxidation more quickly). By identifying the cause of the abnormal increase in viscosity, corrections are made and the effectiveness of the corrective actions is monitored in the results of the next collection. In this way, a process of continuous improvement is established, which promotes a reduction in maintenance costs related to equipment failures and increases equipment reliability.
It is very important to emphasize that simply changing the load when an abnormality is identified is not the solution. It is essential to investigate the cause of the abnormality and make the necessary corrections. Changing the load is just one of the possible options to be considered to solve the identified deviation.
The limits defined by these calculations should never be less restrictive than the limits indicated by the manufacturer, but they can be more restrictive. Figure 2 shows an example.
In this example, the equipment is an aero-derivative turbine used for power generation, that is, essential for the unit to operate. The manufacturer defines the alert limit as 42.0 cSt at 40°C (red line highlighted in the graph). In 8,000 hours of operation and monitoring, the average (29.28 cSt) and standard deviation (1.45) are calculated, and the alert limit is 30.73 cSt at 40°C, and the critical limit is 32.2 cSt at 40°C. In this case, it is not reasonable to wait for the viscosity to reach 42.0 cSt before taking any action.
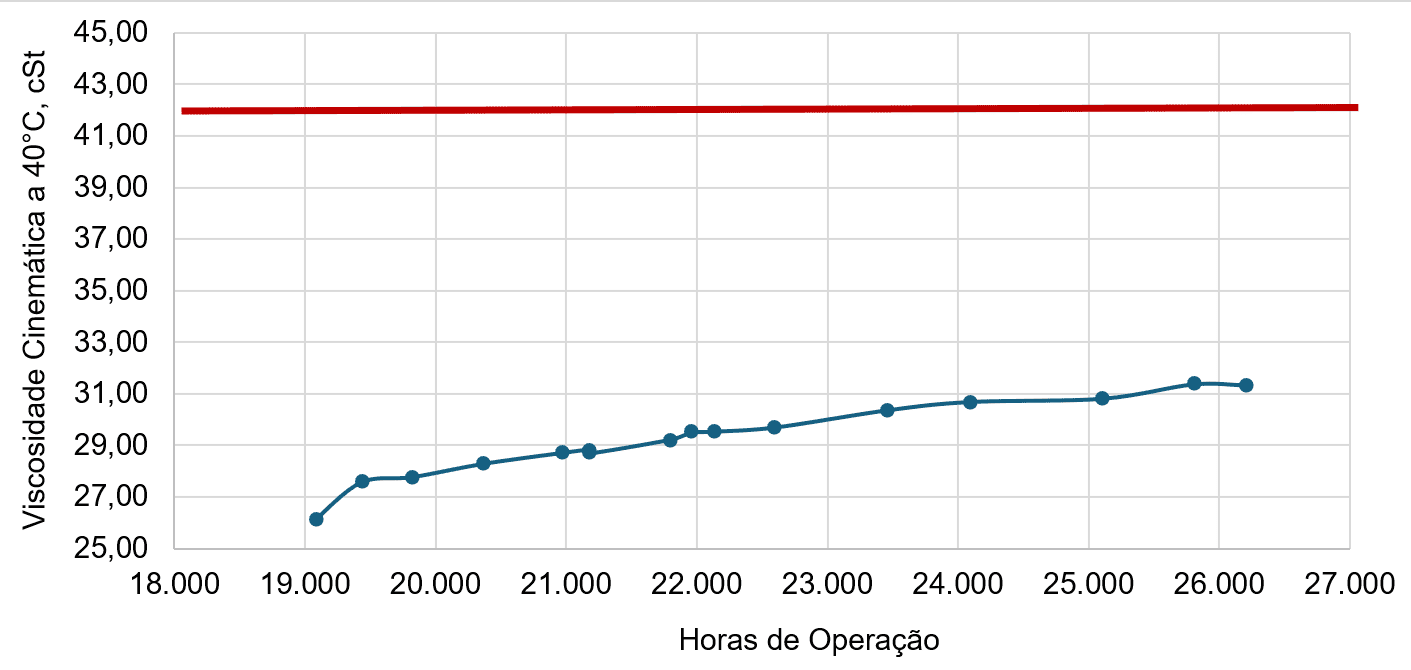 It can be seen that the viscosity is constantly increasing and, associating this behavior with the IA (acidity index) and FTIR oxidation, which are also being monitored in the same samples, it is proven that this occurs due to the natural degradation of the lubricant. The manufacturer establishes the maximum limit of 2.0 mg KOH/g for IA and the highest value measured in this period was 0.50 mg KOH/g. Combining all this data and information, it can be concluded that the lubricant is in good condition for use and is undergoing normal degradation from the application.
It can be seen that the viscosity is constantly increasing and, associating this behavior with the IA (acidity index) and FTIR oxidation, which are also being monitored in the same samples, it is proven that this occurs due to the natural degradation of the lubricant. The manufacturer establishes the maximum limit of 2.0 mg KOH/g for IA and the highest value measured in this period was 0.50 mg KOH/g. Combining all this data and information, it can be concluded that the lubricant is in good condition for use and is undergoing normal degradation from the application.
Figure 3 shows monitoring graphs for a lubricant used in a gas engine. The lubricant in use is correct and meets the manufacturer’s specifications. The critical limit of the BI (basicity index) is 3.0 mg KOH/g. The graphs in the figure refer to a lubricant load and no level replacement was necessary.
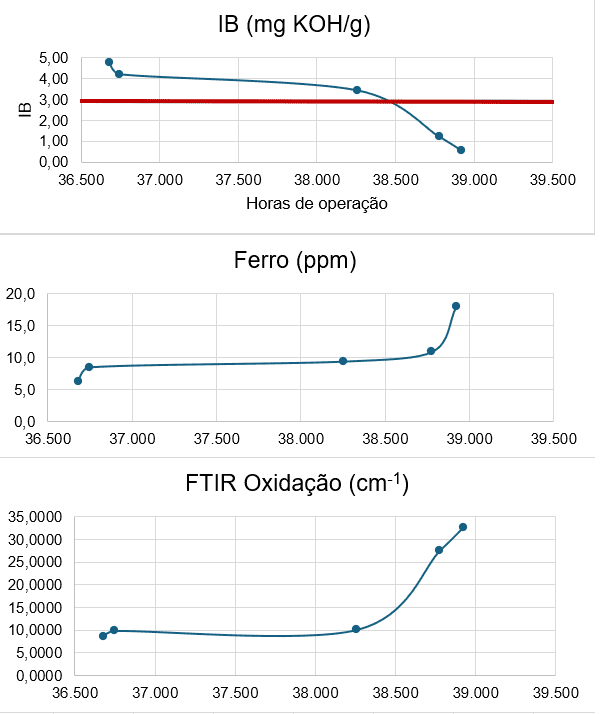
The analysis of these graphs allows for some comments:
- After 37,000 hours of use, sample collection took a long time to be carried out and the engine was left for more than 1,000 hours without lubricant monitoring;
- The sample collected at around 38,200 hours showed a BI (basicity index) very close to the minimum limit, strongly indicating that the load should be changed.
The load change was not performed and the engine continued to operate without the protection of the IB. From this point on, the neutralization of acid residues from the burning of the fuel was no longer adequate. The effects can be observed in the faster increase in the iron content, mainly due to corrosive wear, and in the faster oxidation of the lubricant observed by FTIR.
This example shows that the change period recommended by the manufacturer (approximately 2,000 hours) cannot be extended because the alkaline reserve of the IB does not support this extension. The use of this load beyond the recommended amount caused the need for a general overhaul of the engine earlier than expected and more parts had to be changed than expected.
Monitoring the variation trends in the properties of the lubricant in use allows us to identify with great assertiveness how the lubrication process of the equipment is going. It is important to be sure that the lubricant is correct before performing these analyses.
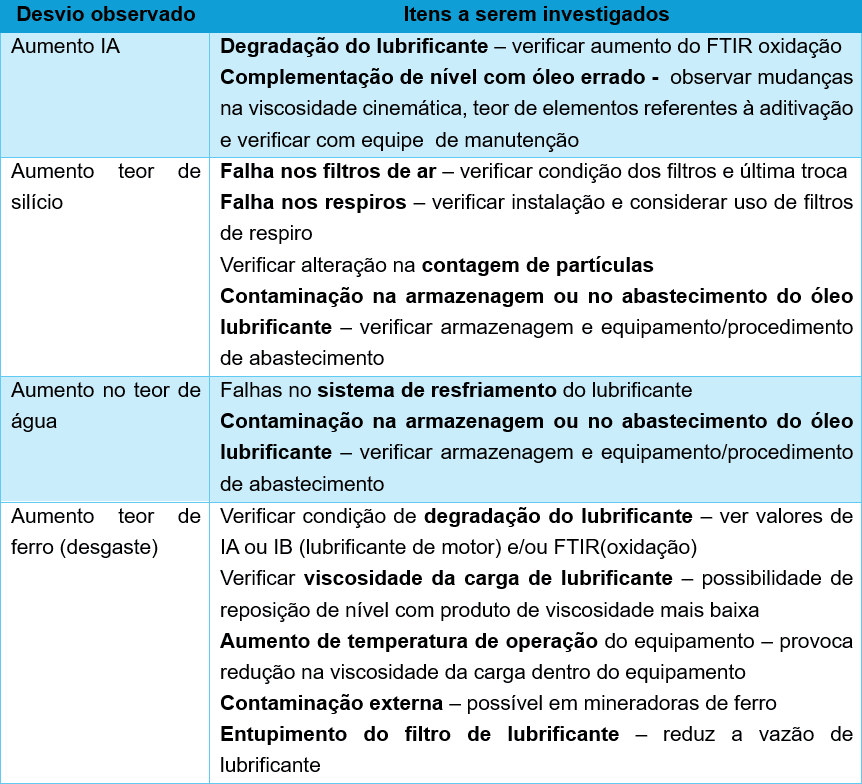
The correlation between the properties greatly assists in the investigation of deviations. Table 2 suggests some interactions to be observed.
Defining and effectively monitoring lubricant alert limits is essential to ensuring equipment reliability and efficiency. These limits act as essential indicators, allowing interventions to be carried out before problems become more serious, thus avoiding unexpected failures. Integrating the results of this monitoring with other predictive techniques (vibration analysis, thermography, temperature monitoring) further intensifies this process, contributing significantly to reducing operating costs and extending the useful life of assets.
Investing in regular analyses and establishing customized limits, based on standards, manufacturer recommendations and operating history, strengthens predictive maintenance and promotes sustainable operations. In this way, lubricant monitoring not only protects equipment, but also contributes to the competitiveness and sustainability of industrial operations.


















{kind=link}