




Lubes em Foco Magazine – issue 92
Click on the magazine and read, download, or share the articles:
Introduction
In previous articles, the importance of lubricant monitoring as a predictive and preventive maintenance tool was mentioned (Lubes em Foco Magazine – Issue 88 – Lubes em Foco (portallubes.com.br)), good practices in sample collection (Lubes em Foco Magazine – Issue 89 – Lubes em Foco (portallubes.com.br)) and selection of analyses for monitoring (kinematic viscosity, IA, and IB – Lubes em Foco Magazine Issue 90 – Lubes em Foco (portallubes.com.br) and water content and element content – Lubes em Foco Magazine Issue 91 – Lubes em Foco (portallubes.com.br)).
This article will address Infrared (FTIR – Fourier Transform Infrared Spectroscopy) tests and contamination assessment.
Infrared – FTIR
The FTIR (Fourier Transform Infrared Spectroscopy) technique is capable of identifying and quantifying chemical compounds present in the lubricant.
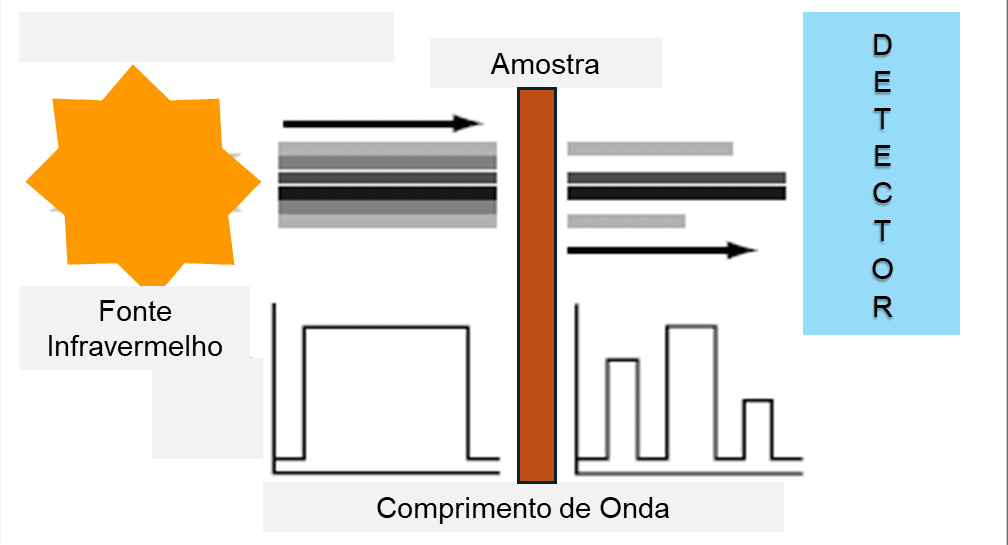 The infrared radiation passes through the sample and part of this energy is absorbed and part is transmitted through the sample. It causes specific molecular vibrations that are detected by the detector. This generates an energy spectrum by wavelength. According to the wavelength where the energy bands appear, the types of molecules are identified, and the larger the band, the greater the concentration of that compound.
The infrared radiation passes through the sample and part of this energy is absorbed and part is transmitted through the sample. It causes specific molecular vibrations that are detected by the detector. This generates an energy spectrum by wavelength. According to the wavelength where the energy bands appear, the types of molecules are identified, and the larger the band, the greater the concentration of that compound.
Figure 2 shows examples of FTIR spectra of the same lubricant when new and in use, and the meaning of the main bands.
 The FTIR spectrum of a lubricant formulation is almost unique and particular to each product. Therefore, any band that appears that is not in the spectrum of the new product indicates that something has happened. There may have been contamination, oil degradation, mixing with other products, etc.
The FTIR spectrum of a lubricant formulation is almost unique and particular to each product. Therefore, any band that appears that is not in the spectrum of the new product indicates that something has happened. There may have been contamination, oil degradation, mixing with other products, etc.
Using this technique, it is possible to identify the presence of additives, contaminants, oxidation products, nitration and sulfation of the lubricants.
FTIR analysis of in-use engine oils allows the identification of the following products:
- Oxidation, sulphation and nitration;
- Glycol from coolant;
- Fuel;
- Soot.
For industrial lubricants that do not operate together with fuels, this technique allows identifying:
- Oxidation, sulphation, and nitration;
- Contamination or mixing with other products;
- Consumption of some additives;
- Presence of water.
It is important to highlight that this technique is comparative, and it is necessary to have the spectrum of the unused oil as a reference to identify the presence of these compounds that are not present in the new product. It can be used to identify contamination without quantifying it (for example, identifying the presence of water and measuring it using another more precise method) or to measure the concentration of the components. The oxidation process can be monitored by quantifying the area of this band; the greater the oxidation, the larger this area will be.
The typical procedure for FTIR analysis of lubricants involves:
- Sample preparation – place an aliquot of the sample inside the cell;
- Obtaining the spectrum;
- Analysis of the spectrum – the equipment software makes this analysis much easier, allowing you to analyze specific parts of the spectrum or automatically perform the desired calculations
It is a fast, non-destructive and quite versatile technique, and it is even possible to use portable equipment for its execution. Its limitations are sensitivity and interference. Very low concentrations cannot be measured and overlapping bands can make it difficult to interpret the results. Therefore, it is important to know the wavelengths of the components to be evaluated and the shape of the band to reduce the errors that can be caused by these disadvantages.
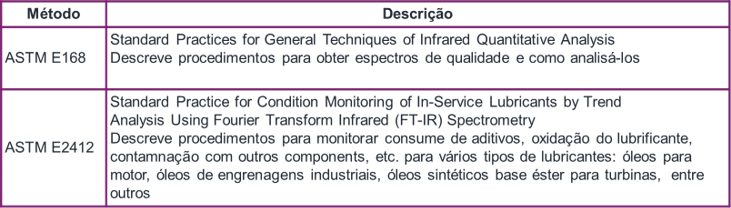
Table 1 presents reference methods for the adoption of this analysis technique. There are currently no ISO or ABNT methods for this technique.
 Contamination assessment
Contamination assessment
In this series of articles, some techniques for assessing the presence of contaminants such as water, and others mentioned in the FTIR technique have already been covered.
However, there are some simple methods that allow the identification of the atypical presence of contamination without necessarily identifying these products, but which are important for corrective action to protect the equipment.
When the contamination process is fast and intense, this makes it much easier to perceive that it has occurred, but requires rapid intervention. When it is slow and gradual, the consequences continue to be serious, but the intervention can be planned and does not need to be as urgent. However, it is more difficult to identify it.
The methods that will be covered in this item allow monitoring of this type of occurrence.
Insoluble in Pentane
 The used oil sample is mixed with pentane and then centrifuged. The amount of insoluble material represents the total contaminants present.
The used oil sample is mixed with pentane and then centrifuged. The amount of insoluble material represents the total contaminants present.
This method was developed for mineral-based lubricants and can be used for polyalphalefin-based lubricants (PAOs), but does not apply to all synthetic bases.
The methods for its implementation are:
• ASTM D893 – Standard Test Method for Insolubles in Used Lubricating Oils
• D4055 – Standard Test Method for Pentane Insolubles by Membrane Filtration
• ABNT NBR 14953 – Used Lubricating Oils – Determination of Insolubles
The photometer method analyzes the stain formed by the sample on specific filter paper. The equipment measures the opacity and contamination index and can be a substitute for the pentane insolubles method. When the contamination index increases, more contaminants are present and the opacity decreases.
 There is no ASTM, ISO or ABNT methodology for the photometer technique, but the equipment manufacturer can assist in developing a standardized technique for its execution.
There is no ASTM, ISO or ABNT methodology for the photometer technique, but the equipment manufacturer can assist in developing a standardized technique for its execution.
Filtration membrane
It uses the filtration of the lubricant sample for visual analysis under a microscope of the retained particles.
 It is a qualitative method that can complement the results of other analyses. It allows the photographic recording of the filtration membrane for comparison with subsequent samples.
It is a qualitative method that can complement the results of other analyses. It allows the photographic recording of the filtration membrane for comparison with subsequent samples.
There is the ASTM D7684 methodology (Standard Guide for Microscopic Characterization of Particles from In-Service Lubricants) that helps standardize this procedure.
The shape and color of the particles help identify the type of wear or contamination that is occurring. The advantage of this method is that it does not require very sophisticated facilities and can be performed by the user of the lubricant. The comparison between the membrane of unused oil and the membranes of the samples collected throughout use of this same oil shows the evolution of the wear and/or contamination process. By combining the evolution of these images with other results, such as the content of wear metals, the wear process is mapped more completely and any abnormality can be identified more easily and safely.
There are several kits for performing this test available in portable cases. It is only important to standardize the way these membranes are generated so that comparison between them provides correct information.
Particle Counting
This method is used to classify lubricants according to their degree of cleanliness. The very small particles that initiate the wear process are not visible to the naked eye and their detection using appropriate equipment allows this classification.
It is done using the ISO 4406 standard – Hydraulic fluid power — Fluids — Method for coding the level of contamination by solid particles (Lubes em Foco Magazine – Issue 07).
Although it is more applicable to hydraulic fluids, it can be used to identify the increase in the quantity of particles by size when monitoring lubricants in use. The increase in small particles evolves, causing an increase in larger particles, typical of the evolution of the wear process.
This method also allows the selection of suitable filters for the filtration of lubricant loads. Filtration of these loads online or offline increases their durability and reduces the speed of equipment wear, increasing their durability, reducing failures and part replacements.
The presence of soot and many particles in oils used in engines makes it difficult or even impossible to use this method. This technique is best suited for industrial applications where there is no fuel burning.
Once you decide to monitor your equipment, you need to organize the information and, after its implementation, know how to analyze the results by comparing them with alert limits.
The next article will cover these two topics. See you there!


















{kind=link}